
Diapositiva 1 PowerPoint PPT Presentation
1 / 14
Title: Diapositiva 1
1
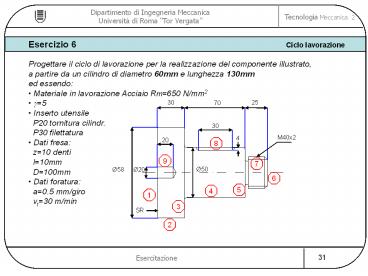
Esercizio 6 Ciclo lavorazione
- Progettare il ciclo di lavorazione per la
realizzazione del componente illustrato, - a partire da un cilindro di diametro 60mm e
lunghezza 130mm - ed essendo
- Materiale in lavorazione Acciaio Rm650 N/mm2
- ?5
- Inserto utensile
- P20 tornitura cilindr.
- P30 filettatura
- Dati fresa
- z10 denti
- l10mm
- D100mm
- Dati foratura
- a0.5 mm/giro
- vt30 m/min
2
Individuazione di fasi
sottofasi operazioni
3
Scelta dei parametri di taglio per alcune
operazioni
utensile
Superficie SR - Sfacciatura
a
Inserto utensile P20, da tabella
p
a0.1 mm/giro Unica passata p 2mm (verificare
potenza disp.)
0.2 mm2
Da tabella tornitura k2.9 e w0.19 ks 3.94
kN/mm2
0.79 kN
vt ?R con R variabile durante la lavorazione
vt variabile durante la lavorazione n
generalmente non viene variato durante la
lavorazione, va scelto in modo che vt pur
variando si mantenga allinterno di un range
accettabile (tabella 80 - 200 m/min ) n vt /
(p D 1000) D60mm, vt200m/min n 1062
giri/min Dlt24mm, vtlt80 m/min
4
Superficie 4 - Tornitura cilindrica esterna
p2.5 mm A partire da un cilindro di
diametro 60mm per ottenere un diametro di 50mm
(quota disegno) si ipotizza di effettuare due
passate a0.1 mm/giro vt200 m/min calcolo
Forza e Potenza calcolo tempo di
lavorazione
tltl1tl2
96!
tl95s
5
Superficie 7 Realizzazione filettatura
p1 mm a2 mm/giro vt50 m/min
6
Superficie 8 Fresatura periferica
p4 mm Come indicato dalla quota
riportata sul disegno Scelto un inserto P25
consigliato per il materiale in lavorazione, da
tabella si ha az0.3 mm/giro aaz z vt120
m/min vaaz z n0.3 10 3801146 mm/min
Sezione massima truciolo Am L sm 10 0.06
0.6 mm2 con L larghezza di fresatura ks ? 5
kN/mm2 Forza media Fm ks Am 5 0.6 3 kN
Potenza media Pm Fm vt / ? ? 6.7 kW
7
Superficie 9 Foratura
Dati z2 a0.5 mm/giro vt30 m/min
Si calcolano Sezione truciolo A az
dx/2 a dx /(2z) 0.5 20 /4 2.5 mm2
dx/D 20/50 0.4 ks ? 2.5 kN/mm2 da
tabella
Forza di taglio F ks A 2.5 2.5
6.25 kN Potenza di taglio P F vt /
? ? 6.25 30/ (60 0.9) 3.47kW essendo
?0.9 Tempo di lavorazione tl L / (a n)
0.084 min sendo n vt / ?dx 477
giri/min Momento di taglio M F dx/2
6250 N 0.02 m /2 62.5 Nm
8
Tabella tornitura Appendice
9
Tabella tornitura Appendice
10
Tabella fresatura Appendice
11
Tabella fresatura Appendice
12
Tabella foratura Appendice
13
Tabella foratura Appendice
14
Approccio energetico
- MRR Pdmedioapn
- P E spec MRR
- Ft P/vt
Recommended
