
Le processus est une combinaison de transformations PowerPoint PPT Presentation
Title: Le processus est une combinaison de transformations
1
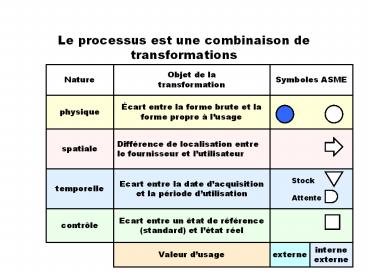
Le processus est une combinaison de
transformations
Nature
Objet de la transformation
Symboles ASME
physique
Écart entre la forme brute et la forme propre à
lusage
spatiale
Différence de localisation entre le fournisseur
et lutilisateur
temporelle
Ecart entre la date dacquisition et la période
dutilisation
Stock Attente
contrôle
Ecart entre un état de référence (standard) et
létat réel
Valeur dusage
externe
interne externe
2
CARTOGRAPHIE
Référence
Situation
Cartouche de rangement
Opérations
actuelle
visée
progrès
Phys.
Date Heure Lieu
Machine Produit Processus Demande jour
Trans.
Stock
Attente
Cont.
Remarques
Transformations
Et.
Description
Données temps
lot
Q
D
flux
Mat.
3
Caractéristiques dun processus industriel
- Responsabilité
- (propriété)
- Management
- Main dœuvre
- Documentation gamme
- nomenclature
- Méthodes cartographie
Client
Fournisseurs Matière
- Points de contrôle
- Machines
- Mesure
- Régulation (modes)
- Frontières
- Interfaces
4
Typologie de Woodward
Moyens dédiés au produit
À titre permanent
À titre temporaire
Variété des opérations
Production en continu (flow shop)
Production à lunité
1
Processus de spécialisation technique
Flexibilité
Productivité
Variété dynamique et instantanée
1
Atelier (job shop)
Production de masse
Variété des produits
Production par lots
Moyens partagés entre plusieurs produits
Variété instantanée
5
Logiques de rentabilité
e
e
e
e
e
e
e
e
e
e
e
e
e
e
e
e
e
e
e
e
e
e
6
Logiques de rentabilité
Avance (stock) et retard
e2
e2
e2
e2
e3
e3
e1
e1
e1
e1
e1
e1
e1
e2
e2
e2
e2
e3
e3
e1
e1
e1
e1
e1
e1
e1
Flexibilité et maîtrise des délais et des moyens
7
TYPOLOGIE DE WOODWARD et JAT
Organisation opérationnelle traditionnelle
Moyens dédiés au produit
Production à lunité et en continu
Production en continu
Production à lunité
EDI
Au plus tard
Cellules liées
TPM
Standardisation
QFD
kanban
Implantation en U
Cellules de production
Production de masse
Ingénieries simultanées
Atelier
Focalisation
TG
SMED
Production par lots
Moyens partagés entre plusieurs produits
8
Fonctions des stocks
- Fonction régulatrice des stocks
- demande aléatoire
- variété volume
- aléas de production
- fluctuations de lenvironnement
- rôle social
- Coût dacquisition et logique de lot
- stock dapprovisionnement
- stock de fabrication
- stock de transfert
9
Coût de gestion des stocks
Coût de gestion des stocks
Valorisation des stocks
Coût dacquisition
Coût de rupture
Coût de possession
Coût dopportunité Du capital
Lancement des ordres de fabrication
interne
Stockage physique
externe
Passation des commandes
- Service
- obligations
- gestion
Risque associé
10
Logique du coût de possession
Immobilisations
Financement
Charges Financières
Coûts de fonctionnement
Stocks
Coût de possession
11
Système de contraintes
Un article
Plusieurs articles
Conditions, délai, etc.
Commandes groupées
Fournisseur
Ressources communes physiques financières de
gestion
Physiques Financières Sociales
Caractéristiques
indépendantes liées
Conditions, délai, etc.
Client
certaine aléatoire Stable
externe dynamique interne
Demande
Processus de transformation
12
Composantes du coût de gestion
Coût dacquisition Nombre dordres . Coût de
passation dun ordre
Coût de possession Stock moyen valorisé x Taux
de possession
Coût de rupture Nombre de ruptures x coût
dune vente perdue ou Nombre de
ruptures x durée moyenne x coût dun retard
13
Systèmes de gestion des stocks
Quand
Période fixe gestion calendaire T
Période variable gestion sur seuil s
Combien
Stock maxi S Stock mini s
Quantité variable Niveau de recomplètement
S
Gestion calendaire à niveau de recomplètement
(T,S)
Quantité fixe Quantité économique q
Gestion sur seuil et quantité économique
(q,s)
14
Gestion sur seuil et quantité économique
Quantités
Seuil s
Stock de sécurité
t td ordre réception q
Temps
15
Quantité économique
Coûts
0
quantité
16
Cas dun stock dapprovisionnement
Quantités
q
Stock moyen
0
t
tT
Temps
T
17
Seuil et stock de sécurité
18
Problématique de la planification
Diversité des acteurs et de leurs attentes
personnelles et professionnelles
Incertitude
Récurrence
Volume et variété des données
Hiérarchisation du problème
Apprentissage
Flexibilité
Système de prévisions
Robustesse
Cohérence
Réponse au plus tard
Procédure glissante
19
Objets et niveaux de planification
Objets
Agrégats
Niveau intermédiaire
Niveau détaillé
Temps
Année Mois
Trimestre Semaines
Très court terme Temps opératoires
Produits
Types
Références
Pièces
Opérations
Gammes et postes
métiers et ateliers
Assemblage fabrication
20
Niveaux de planification
Plan stratégique
Plan agrégé (PIC)
Types Mois 2 niveaux de transformations Référence
s Semaines Métiers Pièces Minutes postes
Plan directeur de production Planification des
besoins en composants
Ordonnancement Lancement Suivi
21
Principe global de la planification
Prévision
Aujourd'hui
Demande Moyens Environnement
Action
Préparation
Enchaînement, synchronisation dactions
constituant la réponse impliquant
un délai
Engagement
Réponse
22
Réseau de transport
23
MRP 1
Prévisions
Etat des stocks
Plan Directeur de Production
Délais réels
Coûts de possession Coûts dacquisition
Planification des besoins en composants
Nomenclatures
Calcul de charges
Gammes dassemblage Et de fabrication
Robustesse en capacité
Non
Oui
Ordonnancement
24
MRP 2
Agrégats
Prévisions
Prévisions agrégées
Etat des stocks
Etat des stocks
Délais réels
Plan agrégé par Itérations décliné par objets
Coûts de possession et dacquisition
P.D.P.
Coûts de possession et dacquisition
Macro nomenclatures
P.B.C.
Nomenclatures
Macro gammes
Charges
Gammes
Robustesse
Ordonnancement
25
Ordonnancement définition
- Ordonnancer cest
- définir lordre et le calendrier
- assurer le suivi
- dexécution dun ensemble de tâches
- liées par des raisons techniques ou
- commerciales
26
Ordonnancement tâches
- La tâche est le concept élémentaire
- de base des problèmes dordonnancement.
- Elle est caractérisée par sa durée qui peut être
- Certaine
- Aléatoire
- Incertaine
- La nature déterministe de la durée est a priori
- ou considérée comme telle
27
Ordonnancement tâches 3
Sans fractionnement
ei
ci
bi
li
Date de début
Date de début au plus tôt
Date de fin au plus tard
Date de fin
Avec fractionnement
ci
li
ei
bi
Date de début au plus tôt
Date de fin au plus tard
Date de début
Date de fin
28
Contraintes
- Les contraintes associées aux problème
- Dordonnancement peuvent être
- Potentielles
- relation dantériorité
- localisation temporelle
- Liées aux ressources communes
- à utilisation simultanée
- à utilisation non simultanée
29
Diagramme de Gantt
30
Ordonnancement à deux machines exemple, ordre
de passage
31
Ordonnancement à deux machines exemple,
jalonnement
32
SPCMaîtrise statistique du procédé
Attentes du client
Produit
Tolérances
Capabilité
Z
Machine
Mo
Mat
Ym
Procédé
Y
Yc
YcT
Yc-T
Mes
Met
Mil
Caractéristiques fonctionnelles
X
33
SPC, QFD et Fonction perte de qualité
QLF
QFD
Taguchi
Caractéristiques Des composants Opérations
clés De fabrication
Produit
Besoin
YC-T YC YCT
Valeur cible Tolérance
Produit
YC-T YC YCT
Procédé
SPC
34
Les deux aspects de la production
Vision dynamique
statique
Fluctuations
Distribution
Carte de contrôle
Histogramme
35
Capabilité avec centrage
36
Typologie de phénomène non dû au hasardISHIKAWA
Recommended
