
The Taguchi Loss Function and the Definition of Optimal - PowerPoint PPT Presentation
1 / 25
Title:
The Taguchi Loss Function and the Definition of Optimal
Description:
The Taguchi Loss Function and the Definition of Optimal Performance The Taguchi Loss Function and the Definition of Optimal Performance A primary goal of management ... – PowerPoint PPT presentation
Number of Views:607
Avg rating:3.0/5.0
Title: The Taguchi Loss Function and the Definition of Optimal
1
- The Taguchi Loss Function and the Definition of
Optimal Performance
2
The Taguchi Loss Function and the Definition of
Optimal Performance
- A primary goal of management in any organization
should be the effective allocation of resources
aimed at optimizing the performance of the
processes entrusted to them. - Given this goal the obvious question to ask is,
how can optimal performance be defined and
achieved in a practical sense? - The answer to this question is based on the
application of Shewharts theory of variation
already presented combined with the concept known
as the average loss function developed by Dr.
Genichi Taguchi.
3
The Concept of "Ideal Performance
- Consider any process for which a performance
characteristic X is routinely measured which
characterizes the performance of the process. - Let T denote the target value for X, such that
the ideal performance is defined as X T. - That is, the process is operating in an ideal
state if it always produces its output with the
performance characteristic identically equal to
the target value T with no variability.
4
The Employee Attendance Example
- Consider employee attendance within any process.
Let X equal the percent of scheduled work hours
that an employee actually works during the pay
period. The target value for X is T 100, and
ideal performance would be defined as perfect
attendance. That is, X 100 for every
employee for every pay period.
5
The Patient Transport Example
- Consider a patient transport process, and let V
equal the variance from target arrival time in
the ancillary unit. The target value for V is
clearly T 0, and ideal performance would be
defined as every transport completed with
variance from target arrival time V 0 minutes.
6
The Medication Ordering Example
- Consider the process of filling medication orders
in a pharmacy. Let X equal the daily error rate
associated with filling the orders. In this case
the target value for X is T 0, and the ideal
performance is X 0. That is, the process
produces no medication errors.
7
The Accounts Payable Example
- Consider an accounts payable process, and let X
equal the number of days it takes to pay a vendor
once the invoice is received. Suppose the terms
of payment are 30 days upon receipt. The target
number of days to pay might be T 30 days, and
ideal performance would be defined as paying
every invoice at exactly 30 days from receipt of
invoice.
8
The Cup Weight Example
- Consider the HD-2 filling process. Let X equal
the net weight of a cup filled by the process.
In this case the target value might be T 240
grams, and ideal performance is X 240 grams.
That is, the machine fills every cup with exactly
240 grams of product.
9
The Concept of "Ideal Performance
- It should be obvious that in practice ideal
performance can never be achieved. - This is because in the ideal state there is no
variation in process performance, and therefore
the performance of the process is totally
predictable. - But the axiom of variation does not allow for
such an ideal state to exist, and therefore a
search must be made for a more practical view of
optimal process performance.
10
The Taguchi Loss Function - L(x)
- Consider any process for which the performance
characteristic X is measured on the process
output, and let T denote the target value for X.
- Further assume that the process is in a state of
statistical control about an average or mean
value denoted by µ, and with a standard deviation
denoted by ?. - Although it may not be known exactly, it is
reasonable to assume that some economic loss is
incurred for each individual output X, and that
the loss depends upon the deviation of the
measured output from target (i.e., on the
difference X-T).
11
The Taguchi Loss Function - L(x)
- In mathematical terms, the loss associated with X
can be expressed as a function of X, denoted by
L(X), with the following general properties. - 1) L(T) 0 i.e., the loss is minimized
when X T - 2) L(X) increases as X deviates
- from T.
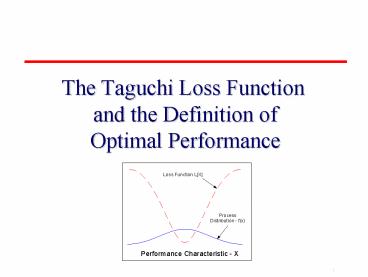
Figure 7.1. A Typical Loss Function
12
The Average or Expected Loss - EL(x)
- Because of the variation in process performance,
the value of the performance characteristic X is
not constant. - If the process is operating in a state of
statistical control, however, the behavior of X
is characterized by a single statistical
distribution (i.e., the process distribution).
13
The Average or Expected Loss - EL(x)
- Figure 7.2 illustrates the relationship between
the loss function L(X) and the process
distribution.
Figure 7.2. Relationship Between L(X) and f(X)
14
The Average or Expected Loss - EL(x)
- Although it is beyond the scope of this book, it
can be shown that the expected loss as defined
above reduces to - ELoss k?2 (? - T)2 .
- The important summary points resulting from this
fairly complex mathematical analysis are the
following. - For any process that is in a state of statistical
control, the average loss incurred over time is
directly proportional to the process variance
plus the square of the deviation of the process
mean from the target value.
15
The Average or Expected Loss - EL(x)
- These results have great practical, as well as
theoretical, value. Note that the value for the
unknown proportionality constant K is not
important. No matter what K equals, the average
loss is minimized by minimizing ?2 and (µ-T)2.
Therefore, we can assume for convenience that K
1. - The loss function concept clearly demonstrates
that for any process and any loss function L, in
order to control and minimize the average loss
over time, focus must be placed on - 1) bringing the process into statistical
control - 2) bringing the process mean on target (i.e.,
moving µ as close as possible to T) and - 3) minimizing the process variance ?2.
16
The Average or Expected Loss - EL(x)
- It is this analysis that has led to the new
definition of world class quality as on-target
with minimum variance, and to the operational
definition of optimal performance.
17
The Definition of Optimal Performance
- The average loss function concept leads directly
to the following practical, operational
definition of "optimal performance." - A Process . . . is operating in an optimal
manner if - 1) the process is operating in a state of
statistical control - 2) the process mean has been brought as close to
the target value T as is physically and
practically possible and - 3) the process standard deviation has been
reduced to the economically minimum value.
18
Estimating the Average Loss
- The average loss function is estimated using the
measured values of the performance characteristic
X obtained routinely from the process, and the
summary statistics used to create the process
control charts. - The data are first used to establish that the
process is in a reasonable state of statistical
control by creating average and range charts, or
average and standard deviation charts. - If the control charts indicate that the process
is in control, then let - denote the center line for the average chart and
or denote the center line for the range
or S chart.
19
Estimating the Average Loss
- Letting K 1, the average loss function is then
estimated by either
20
The Patient Transport Example
- Consider the patient transport example, and let
the target value be T 15 minutes. A study was
conducted in which the total transport time was
tracked on 120 consecutive transports. - Figure 7.3 is the histogram of the transport
times. The trips were ordered chronologically
and placed into rational subgroups of size n5.
The average and range charts were constructed,
and they are presented in Figure 7.4 which
indicates that the process is in statistical
control
21
The Patient Transport Example
Figure 7.3. Histogram of Patient Transport Times
Figure 7.4. Control Charts for Transport Times
22
The Patient Transport Example
- Based on these charts, the process mean µ, and
the process standard deviation ? are estimated
by
minutes,
respectively. Therefore, the average loss is
estimated to be
23
The Patient Transport Example
- In this case the inherent process variation
(i.e., ? 2) accounts for (62.29/82.72) x 100
75 of the economic loss in the transport
process. The amount by which the process mean is
off target contributes only 25 to the loss. - Therefore, management should first address those
factors causing variation in the transport time
from trip to trip, and redesign the process with
the primary goal of reducing the variation in the
process. A secondary concern should be moving
the average transport time closer to the 15
minute target.
24
Loss Function Analysis ofCup Compression
Strength Exercise
- The compression strength of plastic cups created
by a thermoforming process is a critical
performance characteristic. If the compression
strength is too low then the cups will crush when
stacked in pallets. - Engineering studies determined that the
compression strength of an individual cup must
exceed 60 lbs to enure that the cup will not
crush when stacked in pallets. - Perform a loss function analysis on compression
strength using the data presented in Table 7.1.
25
Loss Function Analysis ofCup Compression
Strength Exercise
Table 7.1. Cup Compression Strength Data
Recommended
CrystalGraphics Presentations





























