
Thermoplastics PowerPoint PPT Presentation
1 / 21
Title: Thermoplastics
1
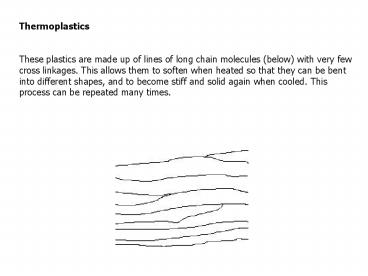
Thermoplastics These plastics are made up of
lines of long chain molecules (below) with very
few cross linkages. This allows them to soften
when heated so that they can be bent into
different shapes, and to become stiff and solid
again when cooled. This process can be repeated
many times.
2
Thermosetting Plastics These plastics are made
up of molecules that are heavily cross-linked
(below). This results in a rigid molecular
structure. Although they soften when heated the
first time, and can therefore be shaped, they
then become permanently stiff and solid, and
cannot be reshaped.
3
(No Transcript)
4
(No Transcript)
5
(No Transcript)
6
(No Transcript)
7
(No Transcript)
8
Extrusion This process can be compared to
squeezing toothpaste from a tube. It is a
continuous process used to produce both solid
and hollow products that have a constant
cross-section. E.g. window frames, hose pipe,
curtain track, garden trellis. Process The photo
below shows a typical thermoplastic extruder.
9
Thermoplastic granules (right) are fed from a
hopper by a rotating screw through a heated
cylinder. The tapered shape of the screw
(right) compacts the plastic as it becomes
plasticized. This part of the process is similar
to the heating and compacting stages in the
injection moulding process. The difference being
that the softened material is allowed to flow out
through a die in a continuous stream rather than
be pumped intermittently in measured amounts into
a mould. The die (right) which is fitted to
the end of the extruder barrel determines the
cross-section of the extrusion.
10
This extrusion is part of a window seal made from
thermoplastic elastomer (TPE). Extrusion rates
typically vary between nine and sixty metres per
minute. Thicker cross-sections are extruded more
slowly as more time is required for the
initial heating and subsequent cooling of the
larger quantities of material which are
involved. As the extrusion leaves the die it is
cooled by passing through a cooling trough
(right) containing cold water. The photo to
the right shows the full length of the cooling
trough and the extrusion passing through it on
its way to be cut to length.
11
The saw (right) cuts the extrusion automatically
to the required length. The extrusions
(right) can then be assembled into the finished
product. The photo (below) shows a completed
garden trellis.
12
Blow Moulding Extrusion blow moulding is an
automated process that is used extensively to
make bottles and other lightweight , hollow
parts from thermoplastic materials. The photo
(below) shows a typical extrusion blow moulding
machine. Process The cycle starts with the
mould open. A hollow length of plastic, called a
parison, is extruded down between the two halves
of the mould. (right) The photo (below) shows
one half of a split mould used to produce wheels
for children's push along toys.
13
The mould closes and compressed air is blown into
the inside of the parison which inflates it,
pushing the soft plastic hard against the cold
surfaces of the mould. The plastic is cooled by
the mould, causing it to harden quickly. The
mould is then opened (right), the moulding
ejected and the waste (called flash) is trimmed
off with a knife. The photo (below) shows
completed wheels, made in high density
polyethylene (HDPE), ready to be trimmed.
14
Moulds Moulds used for blow moulding tend to be
less expensive than those used for injection
moulding. There are two main reasons for this.
Firstly, moulds used in blow moulding are
normally much less complicated than those used
for injection moulding. They tend to be made in
two parts with fairly simple, symmetrical, round
shapes which can be machined easily. Secondly,
because of the lower pressures and therefore
reduced wear involved in blow moulding, the
moulds can be made from aluminium instead of high
carbon steel which is commonly used for
injection moulds. This also reduces the cost as
aluminium is easier and quicker to machine than
steel.
Materials High density polyethylene (HDPE) and
low density polyethylene (LDPE) are both
commonly used for blow moulding as are other
types of thermoplastics. The thermoplastic used
in blow moulding needs to be more viscous (flow
less easily) than that used for injection
moulding as the parison must retain its form
before the mould closes around it (right).
15
The photo (below) shows fluid containers used in
hospitals, ready to be trimmed. These have been
made from LDPE and are translucent so that fluid
levels can be monitored by staff using them. A
wide variety of colours can be achieved by
adding a colouring agent to the mix of
thermoplastic granules (about 1 by volume).
16
(No Transcript)
17
(No Transcript)
18
Information taken from Focus on plastics
Educational software
19
(No Transcript)
20
(No Transcript)
21
(No Transcript)
Recommended
