
Selective Laser Sintering - PowerPoint PPT Presentation
1 / 9
Title:
Selective Laser Sintering
Description:
Selective Laser Sintering Selective laser sintering is an additive rapid prototyping technique that uses a high power laser to fuse small particles of thermoplastic ... – PowerPoint PPT presentation
Number of Views:730
Avg rating:3.0/5.0
Title: Selective Laser Sintering
1
Selective Laser Sintering
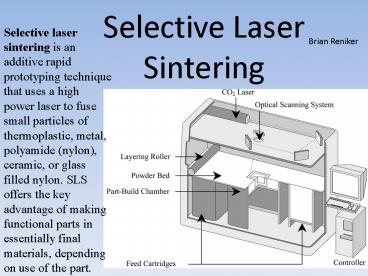
Selective laser sintering is an additive rapid
prototyping technique that uses a high power
laser to fuse small particles of thermoplastic,
metal, polyamide (nylon), ceramic, or glass
filled nylon. SLS offers the key advantage of
making functional parts in essentially final
materials, depending on use of the part.
Brian Reniker
2
SLS prototypes like many rapid
prototyping processes are constructed from a .STL
file. A .STL file is is simply a mesh of
triangles wrapped around a CAD model (this was
defined by 3D CAD systems in 1980s). .STLs
name is derived from a rapid prototyping process,
StereoLithography, also known as abbreviation of
Standard Triangulation Language. This very
simple format has become an industry standard for
the Rapid Prototyping sector.
The Solid Models as a (a) Solid Model, (b) an
STL file, and (c) in Sliced Layers.
3
A thermoplastic is a plastic that melts to a
liquid when heated and freezes to a brittle, very
glassy state when cooled sufficiently.
The process of Selective Laser Sintering (SLS)
is somewhat similar to sterolithography, in that
a prototype is produced rapidly through layering
of material. From thermoplastic powders mostly,
although SLS is useful in that many different
materials can be used.
4
Such as, polyamide (Nylon), material allows the
production of fully functional prototypes with
high strength. Glass Filled Nylon is suitable
for high thermal resistance and high impact
strength prototypes. SLS Somos 201 is used for
functional rubber like parts. Depending on the
use of the part being constructed these parts may
be functional, a capability which is
exceptionally useful.
5
- Price - Multiple pieces of the same part are much
cheaper than ordering a single piece. Even
various SLS models ordered at the same time as a
single batch are much cheaper to make than
ordering separately. - Speed - It could be few hours or a day it really
depends upon the build size, shape, and accuracy
needed.
6
- Size of SLS single-made parts are generally
13.3 x 13.3 x 2. Although larger parts can be
constructed by making many smaller parts to
assemble, and form a larger part. The thickness
of an individual SLS layer is 0.15 to 0.2 mm
layer thickness, depending upon the material used.
7
The process of Selective Laser Sintering is
actually quite simple. The entire internal system
is heated to below the melting point of whatever
substance is being used. So that when heat is
applied by the high energy CO2 laser melts and
fuses (sinters) the substance.
To do this two piston-like platforms, a roller,
an optical sensor, and whatever material is being
used to form a part are used in co-ordination
with the laser.
8
The first piston contains most of the
substance. When this piston is raised it makes
the substance available to the roller. The roller
moves the material over the second piston to
cover the part being constructed. The material
which has been moved to the second piston will
then be sintered by the laser, to form an
additional layer on the part.
9
Bibliography
- http//www.conceptual-reality.com/sls.htm
- http//home.att.net/castleisland/sls_int.htm
- http//www.arptech.com.au/slshelp.htm
- http//www.me.utexas.edu/rbarr/rapid/Types_Of_RPS
.html - http//www.3drg.com/our_process.php
Recommended
CrystalGraphics Presentations





























